윤곽제어의 일종인 원통보간을 이용하는 방법을 살펴 봅니다. 원통보간은 크로스 공구로 원통면에 가공을 하는 것으로, Z 축과 C 축을 이용합니다. 개념적으로는 원통면에 글자를 마킹하는 것과 같습니다. 실제로 원통보간으로 볼엔드밀등을 이용하여 상표나 사양을 마킹하기도 합니다. 여기서는 개념적 접근을 위해 아래 펼친 그림과 같이 간단한 제품을 가공하는 것으로 하고 공정 프로그램을 알아 봅니다.
도면의 각도 표시와 마찬가지로 기계에서 C축 좌표는 각도로 지정합니다. C축의 방향은 위 그림 오른쪽과 같고, 그림과 같이 Y 축이라 간주하고 G02 와 G03 의 방향을 잡으면 됩니다. 원통보간 시의 좌표계를 좀 더 자세히 나타내자면 다음과 같습니다.
주요 공정 진행 순서를 그림으로 나타내면 다음과 같습니다. 여기서 입구의 2-R0.5 는 원통보간을 쓰지 않고
Y-Z 평면을 이용하여 가공합니다.
T0808 M5 ;
M50 ;
G28 H0 ;
M23 S4000 ;
G50 W-11.0 ;
G0 X14.0 Z-2.0 ;
G19 H0 W0 ;
G7.1 C6.0 ; (또는 ‘G107 C6.0 ;’)
G98 G1 X8.0 F1000 ; (1)
Z4.5 F100 ; (2)
G2 H14.324 W1.5 R1.5 F100 ; (3)
G1 C60.0 F100 ; (4)
X14.0 F1000 ; (5)
G7.1 C0 ; (또는 ‘G107 C0 ;’)
G0 C0.0 ;
G0 Z-1.0 Y-1.5 ; (6)
G98 G1 X8.0 F200 ; (7)
G19 G03 Z0.5 Y0.0 R1.5 F100 ; (8)
G02 Z-1.0 Y1.5 R1.5 F100 ; (9)
G1 X14.0 F500 ;
G18 G0 X60.0 ;
M25 ;
M51 ;
G50 W11.0 ;
T0 ;
R1.5 를 C 축 방향의 양(각도)으로 전환
1.5 : (12.0 x 3.14159) = h : 360
h = (1.5/(12x3.14159)) x 360
= 14.324
원통면상 거리:원주=원통면상 각도:360
원통위에서 공구경로가 진행되고 NC 가 통제하기 때문에 원통보간이라고 합니다.
그림에서 본 바와 같이 C 축을 명령하면, 회전 방향으로 축이 움직이게 됩니다. 해당 G 코드는 G107(G7.1)이며 형식은,
G19 H0 W0 ;
G107 (G7.1) Cx.xxx (Hx.xxx) ;
~
G107 (G7.1) C0 (H0) ;
- NC 설정에 따른 평면선언
- 시작
- 종료
여기서 C 와 H 에 따라오는 값은 피드 계산을 위한 원통의 반지름입니다. 0 의 값으로 다시 한번 선언하면 원통보간이 종료됩니다. (원통보간중에 프로그램이 중단 되면, 프로그램을 다시 시작하기 전에 MDI 에서 ‘G7.1 H0’를 선언하거나, 프로그램 서두에 넣어서 초기화 해야 합니다.) 여기서 C 나 H 도 별다른 의미를 갖는 것은 아닙니다. 단지 이 원통 반지름을 표시하며 기능을 시작하거나 종료하는 역할을 할 뿐입니다.
원통보간 모드에서는 급이송(G0), 회전당이송(G99)이 적용되지 않습니다. 인선 R보정(G41/G42)을 사용하려면 원통보간 모드 중에 시작하고 끝내야 합니다.
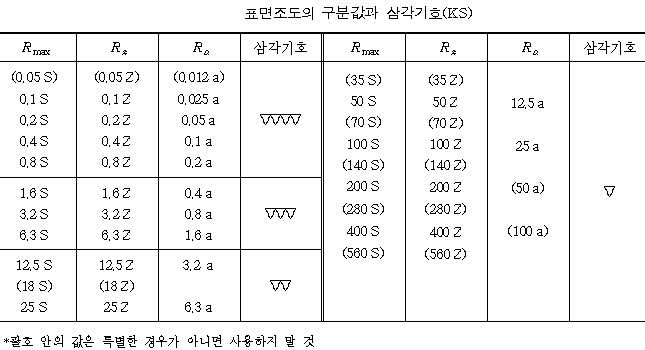
치수 공차의 폭이 대략 0.1mm 이상인 경우는 기준 치수에 +/-공차값이 균등하거나, 어느 한쪽만을(+ or -) 사용하는 경우가 많습니다.
그러나 공차가 100분대 (0.01 ~ 0.09mm)와 1,000분대 (0.001 ~ 0.009mm)로 상당히 정확도가 높은 경우에는 공차를 어떻게 결정 표기하면 좋을까요?
이렇게 보다 정확한 치수 공차가 필요한 경우에 공차기호를 사용할 수 있습니다.
이 공차기호는 구멍과 축의 치수공차기호로 표기합니다.
공차기호에 따라 치수공차가 표준화되면 절삭 공구와 재료, 게이지 등을 세계적으로 표준화를 할 수 있기 때문이다.
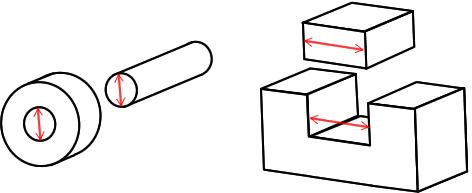
공차기호는 다음과 같은 원통형 축과 원통형 구멍 이외에 홈 폭이나 기둥 폭에도 사용할 수 있습니다 (그림 1).
그림 1 공차기호를 사용할 수 있는 원통 축, 원통 구멍, 홈 폭이나 기둥 폭
공차기호의 의미
공차기호는 기준치수(공칭 치수라고도 한다)뒤에 알파벳과 숫자의 조합으로 표현합니다.
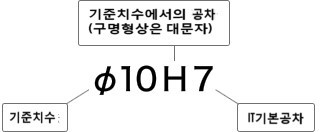
구멍 (또는 홈폭)에 공차기호를 지시하는 경우, 대문자 사용합니다.(그림 2).
그림 2 대문자를 사용한 구멍의 직경공차기호
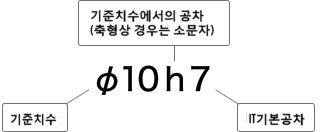
축경(또는 모서리 폭)에 공차기호를 지시하는 경우, 소문자를 사용합니다.(그림 3).
그림 3 소문자를 사용한 축의 직경공차기호
그럼 공차기호의 의미에 대해서 알아보겠습니다.
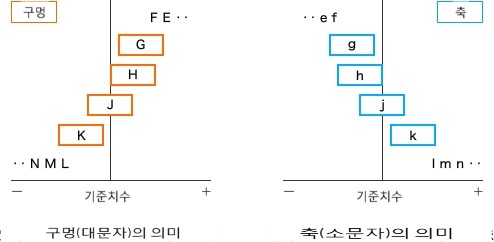
알파벳의 의미
알파벳은 수치로 나타낸 기준치수의 편차입니다.
아래의 그림 4에서 구멍에 "H"가 지시되는 경우 기준치수에서 +쪽에 공차가 존재하며, "K"가 지시되는 경우 기준 치수에서 -쪽에 공차가 존재하는 것을 알 수 있습니다.
구멍과 축에서 숫자는 같지만, +/-가 반대인 특징이 있습니다.
그림 4 수치로 나타낸 기준치수의 편차를 나타내는 알파벳 기호의 의미
수치의 의미
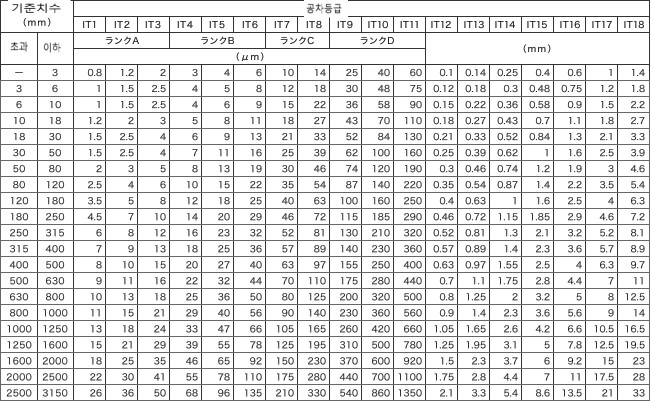
알파벳 뒤에 오는 숫자는 공차의 폭을 나타냅니다. 이 수치는 IT 공차등급표에 의해 결정되는 것으로, 수치가 클수록 공차의 폭이 커지는 경향이 있습니다. IT 공차 등급은 ISO가 규정하는 세계적으로 사용되는 공차등급으로 IT는 International Tolerance의 약자입니다.
그림 5는 IT 공차등급표입니다.
가로축에있는 IT 공차 등급의 값이 커지면 하단에 표시된 수치가 커지는 것이 보입니다.
그리고 랭크 A ~ D의 수치의 단위는 μm (마이크로 미터)입니다.
정확한 공차를 설정하는 경우, 어느 정도의 공차폭이 경제적인지, 가공이 어려워지는지 등 기준이 없다면, 설계가 어려워집니다. 이러한 경우에도 IT 공차등급표를 참조 할 수 있습니다.
그림 5 IT 공차등급표
구멍의 공차 표 읽는 법
그림 6은 구멍의 공차를 나타낸 표 일부입니다.
구멍의 경우, Js가 기준치수에 대한 공차가 +/-값이 균등한 반면, 알파벳 A로 갈수록 공차영역이 +쪽으로 치우치는 것이 보입니다.
마찬가지로 아래 표에서는 생략하고 있지만, Js에서 Z로 갈수록 공차영역은 -쪽으로 치우치게 됩니다.
그림 6 구멍의 공차 테이블의 일부
그러면 구멍의 공차 표를 해석하는 방법을 확인해 보겠습니다.
예를 들어, "φ10H7"로 도면에 기재되어있는 경우 어느 정도의 공차가 될지요?
위의 표 (그림 6) 빨간 테두리 부분을 확인하면 치수 공차는 "0 ~ + 15μm '임을 알 수 있습니다.
이것을 mm 단위로 고쳐 치수를 표기하면 다음과 같습니다 (그림 7).
그림 7 구멍의 공차 표를 사용하여 공차치수를 기입한 예
축의 공차 클래스 표 읽는 법
그림 8은 축의 공차 테이블의 일부입니다.
축의 경우 js가 기준치수에 대한 공차가 +/- 균등하게 할당된 반면, 알파벳 a에 가까운수록 공차 영역이 -쪽으로 치우친 것이 보입니다.
마찬가지로 아래 표에서는 보이지 않지만 js에서 z쪽으로 갈수록 공차 영역은 +쪽에 치우치게 됩니다.
그림 8 축의 공차 테이블의 일부
그러면 축의 공차 표를 해석하는 방법을 확인해 보겠습니다.
예를 들어, "φ10h7"로 도면에 기재되어있는 경우 어느 정도의 공차가 될지요?
위의 표 빨간 테두리 부분을 확인하면 치수공차는 "0 ~ -15μm '임을 알 수 있습니다.
이것을 mm 단위로 고쳐 치수를 표기하면 다음과 같습니다 (그림 9).
그림 9 축의 공차 표를 사용하여 공차치수를 기입한 예
여기에서 구멍의 공차기호 "H7"과 축의 공차기호 "h7 '을 비교해 보면 숫자는 같고, +와 -가 바뀌어있는 것을 알 수 있습니다. 즉, 구멍과 축이 +/-가 반대인 것을 유의하세요.
공차기호를 사용한 끼워맞춤에는 다음의 3 종류가 있습니다.
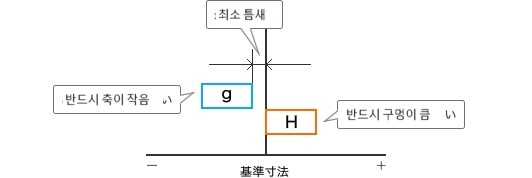
· 헐거운 끼워맞춤 (그림 10)
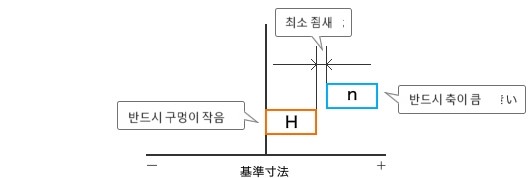
· 억지 끼워맞춤 (그림 11)
· 중간 끼워맞춤 (그림 12)
위의 관계는 기준치수의 편차그래프를 보면 이해에 도움이 됩니다.
그림 10 헐거운 끼워맞춤
헐거운 끼워맞춤은 구멍과 축을 조립했을 때 두 맞춤 부에 항상 틈새가있는 경우가 됩니다.
그림 11 억지 끼워 맞춤
억지 끼워맞춤은 구멍과 축을 조립했을 때 두 맞춤 부에 항상 죔새가 생기는 경우입니다.
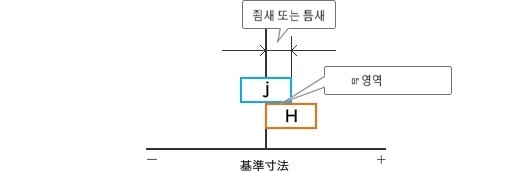
그림 12 중간 끼워맞춤
중간 끼워맞춤은구멍과 축을 조립했을 때 두 끼워 맞춤 부에 틈새 또는 죔새가 있는 경우입니다.
제도의 규칙은 아래 그림 (그림 13)의 좌측에 나타낸 바와 같이, 기준 치수에 공차기호를 넣으면 됩니다.
그러나 아래 그림 (그림 13)의 오른쪽에 같이 공차기호와 공차값을 같이 명기하면 가공 및 검사에 대해 친절한 도면이 되겠죠.
그림 13 기준 치수에 공차기호와 공차값을 명기 한 예
공차기호는 세계 공통입니다.
위치결정 등 설계 의도를 제대로 표현하기 위해 끼워맞춤의 관계를 올바르게 선택해야 합니다.
다음은 치수 공차를 사용할 때 고려해야 하는 면고르기 기호의 의미와 사용법을 확인해 보겠습니다.
학교를 졸업한지도 오래되다 보면 간단한 기본 공식도 이제 아물아물 하죠? 업무상 가끔은 사용하게 되는 면적계산과 관련된 기본 공식들을 소개합니다.
본 페이지에서 사용하는 기호는 아래와 같습니다. A : 면적 (Area) a : 밑변길이 h : 높이 (height) d : 지름 (diameter) : 반경 (radius) U : 원둘레 π : 원주율 (= 3.14159 )
삼각형
A = a x h / 2
사각형
A = a x h
사다리꼴
A = (a + b) x h / 2
평행사변형
A = a x h = a x b x Sin
원
A = π x x / 4
= π x / 4 ≒ 0.785
U = π x
고리
A = π x ( ) / 4
= π x ( ) x / 2
부채꼴
A = π x x / 360
= 0.00873 x x
( = 각도(degree), π = 3.14159 )
= π x x / 180 = 0.0175 x x
원호
A = (π x / 180 - sin ) / 2
≒ x x [ 0.667 + ]
선분 = 2 x x sin ( / 2 )
호의 높이 = x ( 1 - cos ( / 2 ))
육각형
A = x / 2
≒ 0.866 x
e = 2 x / ≒ 1.155
타원형
A = π x x / 4
≒ 0.785 x x
U ≒ 0.75 x π x ( ) - 0.5 x π x
▶도형의 체적 계산식 예시
업무상 가끔은 사용하게 되는 체적계산과 관련된 기본 공식들을 소개합니다.
본 페이지에서 사용하는 기호는 아래와 같습니다. V : 체적 (Volume) M : 측면적 (상하 단면을 제외한 측면의 표면적을 의미, lateral area) S : 표면적 (상하 단면을 포함한 전체 표면적, Surface area) A : 면적 (Area) a : 밑변길이 h : 높이 (height) d : 지름 (diameter) : 반경 (radius) U : 원둘레 π : 원주율 (= 3.14159 )
원기둥(환봉)
V = π x x h ≒ 0.785 x h
M = π x x h
S = π x x ( /2 + h)
사각뿔
V = a x h / 3
원뿔
V = π x x h / 12 ≒ 0.262 x h
M = π x x s / 2 = 0.785 x
S = π x x ( /2 + s) / 2
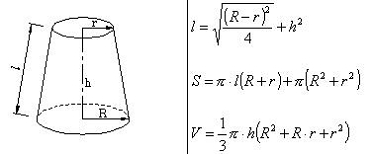
원뿔대
V = π x h x ( + x + ) / 12 ≒ 0.262 x h x ( + x + )
원의 지름이 1.936 m 이므로 원의 면적을 구하는 공식에 의해 3.14*1.936*1.936/4=2.942 m^2 이고요, 두께가 3.2t이므로 0.0032 m입니다. 그래서 원의 면적과 두께를 곱하면 부피는 0.00942 m^3이 나옵니다.
철의 밀도가 보통 1 m^3의 부피당 7800 kg이므로 이 값을 부피에 곱하면 73.44 kg 정도 나오네요.
비중은 같은 부피를 갖는 물의 무게와의 비를 얘기하는데, 여기서는 밀도를 이용하여 계산하는 것이 타당합니다. 비중 7.85를 사용하셔도 되겠지만, 물의 무게가 온도나 압력의 영향을 받거든요. 철은 별로 영향을 안받죠. 흔히 사용하는 철 재료의 밀도를 사용하셔도 큰 차이가 없을 겁니다.
호칭경은 수나사의 바깥지름의 굵기로 표시하며, 미터계 나사의 경우 지름 앞에 M자를 붙여 사용한다. 예) M1, M1.2, M1.4, M1.6, M1.8, M2, M3, M3.5, M4, M5, M6, M8, M10, M12, M16, M20, M24, M30
유니파이나사 : 호칭경을 인치에 대한 분수로 나타내지만 호칭경이 작은 것은 별도의 정해진 번호로써 표시한다.
호칭
나사산수/in
피치 (mm)
외경 (mm)
호칭
나사산수/in
피치 (mm)
외경 (mm)
No. 0
80
0.3175
1.524
1/4
20
1.2700
6.350
No. 1
64
0.3969
1.854
5/16
18
1.4111
7.938
No. 2
56
0.4536
2.184
3/8
16
1.5875
9.525
No. 3
48
0.5292
2.515
7/16
14
1.8143
11.112
No. 4
40
0.6350
2.845
1/2
13
1.9538
12.700
No. 5
40
0.6350
3.175
9/16
12
2.1167
14.288
No. 6
32
0.7938
3.505
5/8
11
2.3091
15.875
No. 8
32
0.7938
4.166
3/4
10
2.5400
19.050
No. 10
24
1.0583
4.826
7/8
9
2.8222
22.225
No. 12
24
1.0583
5.486
1
8
3.1750
25.400
주) 위 규격은 유니파이 표준나사에 대한 규정임(피치는 나사산수/inch를 mm로 환산한 것임) 호칭 1"초과값도 있으나 본 자료에서는 생략함.
2. 피치
피치란 나사 1회전시 전진 거리를 의미하며 산과 산의 거리입니다. 각 호칭경에 따라 선택 가능한 나사 피치의 종류가 보여 지며 각 호칭경에 따라 정해진 피치를 선택하는 것이 좋습니다. 예) 0.25, 0.3, 0.35, 0.4, 0.45, 0.5, 0.6, 0.7, 0.8, 1.0, 1.25, 1.5, 1.75, 2.0, 2.5, 3.0, 3.5
미터나사의 호칭경 크기별 표준 피치예
크 기
M1 M1.2
M1.4
M1.6 (M1.8)
M2
M2.5
M3
M4
M5
M6
M8
M10
M12
피 치
0.25
0.3
0.35
0.4
0.45
0.5
0.7
0.8
1.0
1.25
1.5
1.75
크 기
M16
M20
M24
M30 M33
M36 (M39)
M42
M48
M56
M64, M72, M80, M90, M100
피 치
2.0
2.5
3.0
3.5
4.0
4.5
5.0
5.5
6
※ 유니파이나사 - 인치나사의 표준으로서 미국, 영국, 캐나다등지에서 주로 사용된다. . 나사산의 각도는 미터나사와 같이 60도이나 호칭경의 지름을 인치로 나타내며, 피치는 1인치당의 나사산수 . 로나타내거나, 1인치를 나사산수로 나눈값을 사용한다.
기계부품의 기능은 그 표면상태에 의존하는 경우가 많다. 따라서 최적의 성능을 갖는 기계의 설계를 위해서는 설계자와 가공자가 표면의 성질에 대하여 충분한 이해를 하고 있어야 한다. 표면의 성질에 미치는 영향은 표면거칠기, 잔류응력, 변질층 등이 있으나 여기에서는 표면거칠기의 측정법에 대하여 기술한다. 금속표면은 주조, 소성가공, 용단(熔斷), 절삭가공 등에 의하여 크고 작은 불규칙한 요철(凹凸)로 되어 있고, 이 상태를 나타내기 위하여 다음과 같은 용어가 사용된다.
표면(表面; surface): 한 물체가 다른 물체 또는 물질과 분리되는 경계면 이다.
이상표면(理想表面; normal surface): 이론적으로 정확한 면으로서, 일반적으로 설계도면에 표시되는 면이다.
표면의 불규칙성(surface irregualities): 이상표면으로부터 일탈 정도로서, 표면거칠기 및 파상도로 표시한다.
단면곡선(斷面曲線; unfiltered profile): 측정면의 평균 표면에 직각인 평면으로 절단하였을 때 그 면의 윤곽선을 말하며, 특별한 언급이 없으면 조도가 가장 크게 나타나는 곡선을 단면의 윤곽선이라 한다.
조도곡선(粗度曲線; roughness profile): 단면곡선으로부터 저주파 성분의 불규칙한 것을 제거하는 방법에서 정해지는 곡선이다.
파상도(波狀度; waviness): 깊이에 비하여 큰 간격으로 반복되는 이상표면으로부터의 일탈 편차(偏差)로서, milling cutter의 편심, 공작기계 또는 공구의 진동 등에 의하여 생긴다.
파상도폭(waviness width): 연속되는 파(波; waveness)의 산과 산 또는 골과 골간의 거리이다.
lay 또는 lay direction: 절삭공구의 작용에 의하여 생기는 자국의 방향이다.
flow: 불규칙적으로 나타나는 균열(crack), 기공(blow hole), 긁힘(scratch) 등을 말하며, 특별한 지시가 없으면 표면거칠기의 측정에 포함시키지 않는다.
표면거칠기(粗度; roughness): 상대적으로 작은 범위에서 표면의 요철의 정도로서, 파상도에 중첩되며 높이, 폭, 방향이 표면거칠기의 형상을 정해 준다.
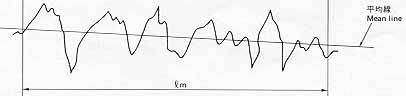
평균선(最小自乘平均線; mean line): 단면곡선(profile) 또는 거칠기 곡선의 채취 부분에서 측정면의 기하학적 형태를 갖는 선으로서 단면곡선까지의 편차의 제곱의 합이 최소가 되는 직선이다.
평균선
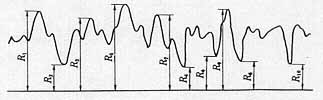
중심선(中心線; centerline, arithmetric mean line of profile): 평균선에 평행하며 단면곡선으로 둘러싸인 상하 면적이 같게 되는 위치의 직선이다.
중심선
cut-off 값: 조도곡선을 구할 때 감쇠율이 -12dB/oct의 고역 filter의 사용에서 그 이득이 75%가 되는 주파수에 해당하는 파장으로서 0.08, 0.25, 0.8, 2.5, 8.25mm로 되어 있다.
용어 정의 및 조도의 기록법
(1) 조도 표시법:
(1-1) 중심선평균조도(中心線 平均粗度; arithmetical average roughness, centerline average roughness):
중심선에서 단면곡선까지의 평균 높이로서 Ra, CLA, AA의 기호로 표시한다.
중심선평균조도
cut-off의 표준값은 0.8mm 이며, 조도의 표시 단위는 mm, μmRa, λc...mm이며, 다음 표를 참조하라.
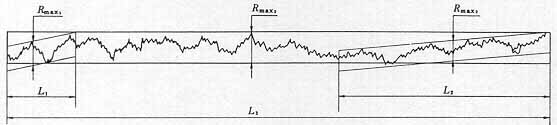
(1-2) 최대높이조도(最大높이粗度; maximum height roughness):
채취 부분의 기준길이(cut-off) 내의 조도곡선에서 중심선에 평행하고 그 곡선의 최고점과 최저점을 지나는 두 평행선간의 상하 거리로 조도의 크기를 나타내며, cut-off는 위의 표와 같다.
최대높이조도
(1-3) 10 점평균조도(十點平均 粗度; ten point median height):
KS에서는 채취 부분의 기준길이(cut-off) 내의 조도곡선에서 제일 높은 곳에서부터 3번째의 봉우리와 가장 낮은 쪽에서 순번대로 3번째의 골을 지나고 중심선에 평행한 2선간의 거리로 나타내고, ISO에서는 제일 높은 봉우리에서 5번째까지의 평균 높이와 제일 낮은 골에서 5번째까지의 평균 골깊이 사이의 거리로 나타내는 조도 표시법이다. 10점평균조도 Rz는 다음과 같이 구하며 cut-off와 Rz의 단위는 위의 표와 같다.

















 x
x  / 4
/ 4  / 4 ≒ 0.785
/ 4 ≒ 0.785 

 ) / 4
) / 4  ) x
) x  / 2
/ 2
 x
x  / 360
/ 360 x
x 
 = 각도(degree), π = 3.14159 )
= 각도(degree), π = 3.14159 ) =
=  x
x  / 180 = 0.0175 x
/ 180 = 0.0175 x  x
x 
 (
( / 180 - sin
/ 180 - sin  ) / 2
) / 2 x
x  x [ 0.667 +
x [ 0.667 +  ]
] = 2 x
= 2 x  x sin (
x sin (  / 2 )
/ 2 ) =
=  x ( 1 - cos (
x ( 1 - cos (  / 2 ))
/ 2 ))
 x
x 

 /
/  ≒ 1.155
≒ 1.155 
 x
x  / 4
/ 4 x
x 
 ) -
) - 
 x h ≒ 0.785
x h ≒ 0.785  x h
x h x h
x h x (
x (  /2 + h)
/2 + h)
 x h / 12 ≒ 0.262
x h / 12 ≒ 0.262  x h
x h x s / 2 = 0.785
x s / 2 = 0.785  x
x 
 x (
x (  /2 + s) / 2
/2 + s) / 2
 +
+  x
x  +
+  ) / 12
) / 12 +
+  x
x  +
+  )
) +
+  ) x s / 2
) x s / 2 
 / 6 ≒ 0.524
/ 6 ≒ 0.524 

 x (3 x
x (3 x  ) / 6
) / 6 x (3 x
x (3 x  -
-  ) / 3
) / 3 x
x  =
=  )
) 
 x
x  / 3
/ 3 x
x 
 x (2
x (2  +
+  )
) 
 (
(  ) / 6
) / 6 x
x 
 x
x  x
x  / 4 = 2.467 x
/ 4 = 2.467 x  x
x 
 x
x  x
x  = 9.870 x
= 9.870 x  x
x 
 x
x 


 /
/ 


 ) x
) x  / 4
/ 4  ) x
) x  x
x  / 2
/ 2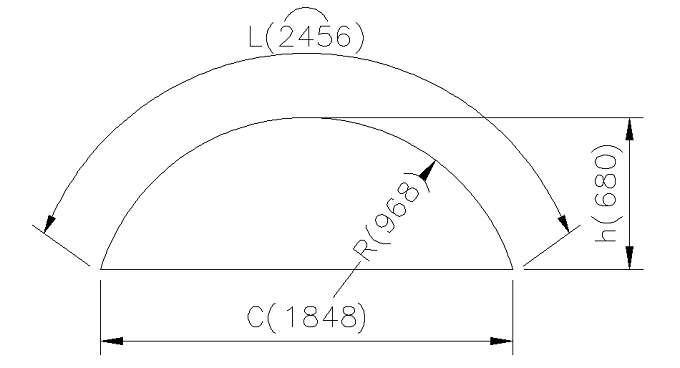









 평균선
평균선 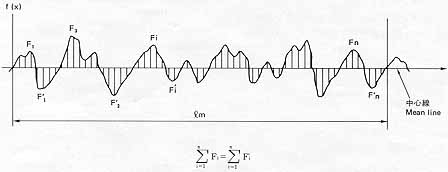 중심선
중심선 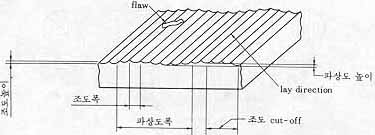 용어 정의 및 조도의 기록법
용어 정의 및 조도의 기록법 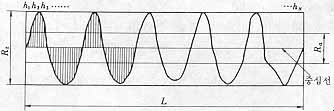 중심선평균조도
중심선평균조도 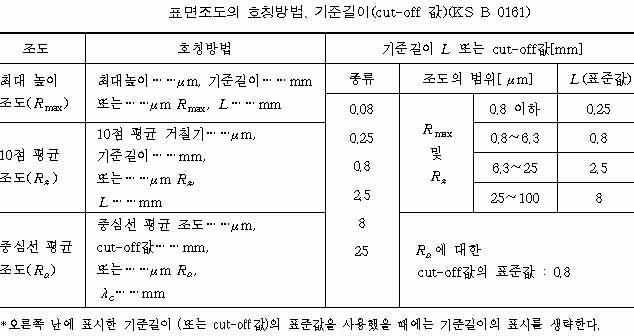
 최대높이조도
최대높이조도 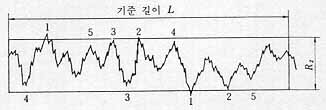
 10 점평균조도
10 점평균조도